The global construction industry relies heavily on a complex matrix of industrial materials to execute large-scale infrastructure projects. While raw materials like steel and concrete dominate the conversation, construction chemicals are equally vital. High-performance coatings, heavy-duty adhesives, and industrial sealants ensure long-term structural integrity.
However, the efficacy of these volatile compounds is entirely dependent on how they are stored and transported. Even the most advanced polyurethane sealant is rendered useless if it degrades before reaching the job site. This vulnerability makes the packaging supply chain a critical component of modern construction logistics.
Consequently, civil engineers and procurement heads are increasingly scrutinizing the packaging protocols of their material suppliers. By prioritizing advanced containment systems, construction stakeholders can drastically reduce material waste, mitigate safety risks, and optimize project timelines.
The Impact of Packaging on Construction Material Integrity
Construction chemicals are inherently sensitive to environmental fluctuations. Industrial paints, waterproofing membranes, and concrete curing compounds require strict isolation from atmospheric interference. Premature exposure to ambient humidity or oxygen triggers irreversible chemical reactions.
For instance, reactive resins and moisture-curing sealants will begin to cross-link and harden if their container’s seal is compromised. This premature curing destroys the material’s application properties, leading to massive financial losses on large infrastructure sites. Oxidation prevention is therefore a non-negotiable requirement for manufacturers.
Substandard packaging—such as poorly seamed metal cans or low-density plastic buckets—fails to provide an adequate barrier against micro-leaks. When temperature variations occur during transit, these weak containers often suffer from pressure differentials, drawing in external moisture and ruining the chemical payload.
Automation in Chemical Canning and Seaming
To solve these systemic degradation issues, forward-thinking building material manufacturers are upgrading their production floors. Ensuring the stability of volatile construction chemicals requires moving away from manual packaging processes. Industrial-grade mechanization is required to achieve the tolerances necessary for global shipping.
When producing high-volume construction chemicals like industrial paints or heavy-duty sealants, material manufacturers must prevent any premature exposure to air and moisture. To achieve this, modern production facilities rely on highly calibrated Levapack to ensure airtight seaming and exact fill volumes.
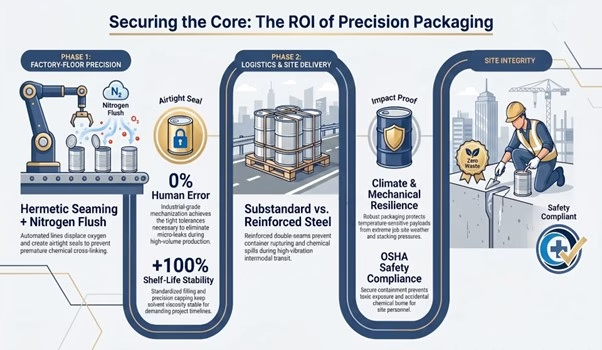
Equipment engineered by manufacturers like Levapack demonstrates how precision seaming maintains the chemical stability and shelf-life required for demanding, large-scale infrastructure projects. By integrating these systems, factories can hermetically seal thousands of units per hour, eliminating the human error that leads to micro-leaks.
Furthermore, automated nitrogen-flushing technology can be integrated into these lines to displace oxygen before the can is sealed. This advanced process extends the shelf life of reactive construction adhesives, ensuring they arrive at the site in factory-fresh condition.
Reducing Material Waste on Large-Scale Projects
Material spoilage is a silent budget killer in the civil engineering sector. When pallets of industrial coatings arrive compromised, project managers face immediate scheduling delays and compounding financial losses. High-quality canning directly combats this operational inefficiency.
- Extended Shelf Life: Hermetically sealed cans prevent the evaporation of critical solvents, keeping viscosity levels perfectly stable.
- Precise Batching: Automated filling ensures standardized quantities, allowing contractors to calculate coverage rates accurately.
- Reduced Disposal Costs: Spoiled construction chemicals are classified as hazardous waste, carrying exorbitant disposal fees.
- Climate Resilience: Robust metal packaging protects temperature-sensitive materials from extreme job site weather conditions.
Supply Chain Resilience and Transport Safety
Moving construction chemicals from the manufacturing facility to a remote infrastructure site is a logistical gauntlet. Industrial adhesives, epoxies, and solvent-based coatings are often classified as hazardous or highly flammable materials. They require rugged containment that can withstand severe mechanical shocks.
During intermodal transit—shifting from ocean freighters to railcars to flatbed trucks—packaging is subjected to intense vibrations and blunt impacts. Thin-walled containers or poorly crimped lids are highly susceptible to rupturing under these harsh conditions. A chemical spill during transit is not just a material loss; it is a severe environmental liability.
Implementing advanced tinplate and steel canning with reinforced, automated double-seams provides immense mechanical strength. This robust packaging architecture prevents crushing when pallets are stacked high in shipping containers, maintaining complete structural resilience throughout the journey.
Global Safety Standards and Compliance in Material Handling
Beyond pure logistical efficiency, the packaging of construction chemicals is heavily regulated by international occupational health frameworks. Construction workers, site foremen, and logistics personnel face severe health risks if exposed to toxic fumes leaking from compromised containers.
Transporting industrial coatings and adhesives requires strict adherence to international safety protocols to prevent environmental contamination and protect workers. According to the Occupational Safety and Health Administration (OSHA) guidelines, strict hazard communication and proper containment practices are legally mandated to ensure workplace safety when handling chemical building materials.
High-quality automated packaging ensures that warning labels remain legible, and the structural integrity of the container prevents accidental chemical burns or inhalation risks on site. Compliance with these rigorous global standards is impossible without highly controlled, automated canning procedures at the point of origin.
Key Takeaways
| Area | Key Takeaway | Impact/Data |
| Production Automation | Mandate automated canning and nitrogen-flushing. | Stops oxidation and eliminates micro-leaks. |
| Cost Control | Prevent premature curing via hermetic seals. | Slashes exorbitant hazardous waste disposal fees. |
| Transit Resilience | Utilize reinforced double-seam steel packaging. | Withstands severe intermodal mechanical shocks. |
| Safety Compliance | Enforce strict containment per OSHA standards. | Prevents toxic leaks and environmental liabilities. |
Conclusion
The success of modern mega-projects relies on the flawless execution of a massive, interconnected supply chain. While heavy machinery and raw steel draw the most attention, the chemical compounds binding and protecting these structures are equally critical.
Safeguarding these sensitive materials requires a paradigm shift in how we view industrial packaging. It is not merely a container, but a highly engineered protective asset. By investing in advanced automated canning and seaming technology, the construction industry can drastically improve material reliability and site safety.
Ultimately, optimizing the construction chemical supply chain begins on the factory floor. When manufacturers commit to precision packaging, they empower builders to execute their visions with absolute confidence and zero material waste.